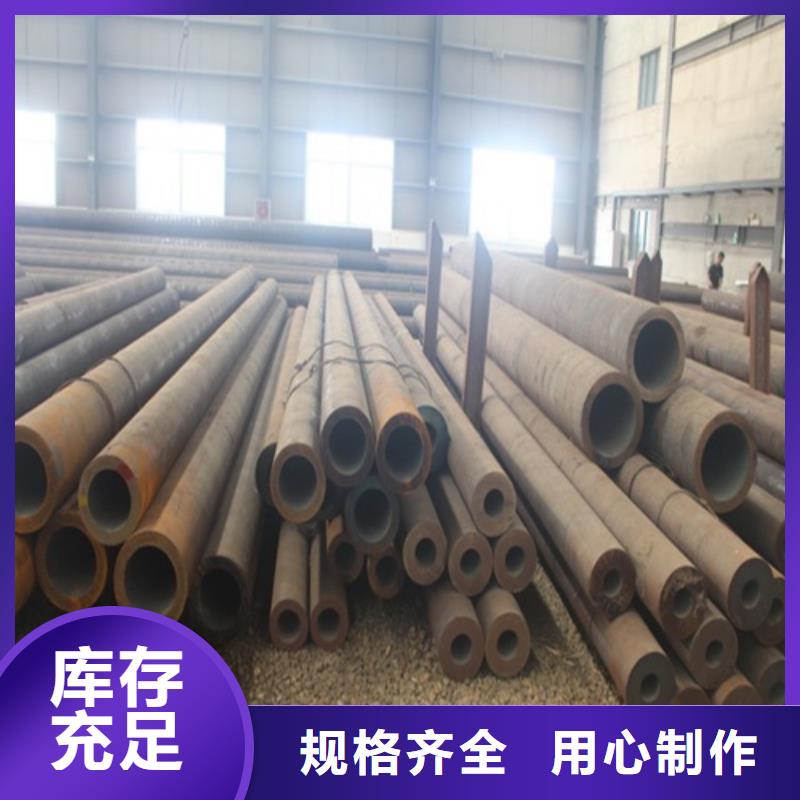
以下是:无缝钢管【焊管】实体诚信经营的产品参数
| 最小起订 | 0 |
|---|
| 质量等级 | 优 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 45# 20# Q345B等 |
|---|
| 产品品牌 | 鹏鑫 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 山东聊城 |
|---|
| 产品产地 | 山东聊城 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 外形尺寸 | 标准 |
|---|
| 适用领域 | 机械制造、压力容器等 |
|---|
| 是否进口 | 否 |
|---|
无缝钢管【焊管】实体诚信经营,鹏鑫钢铁有限公司为您提供无缝钢管【焊管】实体诚信经营,联系人:李经理,电话:15106358106、15106358106,QQ:595117986,请联系鹏鑫钢铁有限公司,发货地:聊城山东聊城经济开发区武夷山路发货到江苏省 泰州市 靖江市、海陵区、高港区、兴化市、泰兴市、姜堰区。 江苏省,泰州市 泰州市有2100多年的建城史,秦称海阳,汉称海陵,州建南唐,文昌北宋。南唐时(937年)为州治,称为“泰州”,兼融吴楚越之韵,汇聚江淮海之风。1996年8月,设立地级泰州市。泰州人文荟萃、名贤辈出,施耐庵、郑板桥、梅兰芳是其中杰出代表。名胜古迹众多,光孝寺、崇儒祠、城隍庙、安定书院、日涉园、望海楼及梅兰芳纪念馆、人民海军诞生地纪念馆等传承历史。有溱湖湿地、千岛菜花、水上森林、天德湖公园、古银杏森林等生态自然景区。
想知道无缝钢管【焊管】实体诚信经营产品的独特魅力吗?我们为您准备的视频将带您亲身体验,让您感受到产品的无限魅力。
以下是:无缝钢管【焊管】实体诚信经营的图文介绍



经过多年的不懈努力和广大顾客的支持、信任,无论是从投资规模或销售业绩,鹏鑫钢铁有限公司早已成为 江苏泰州焊管业界里的经营企业之一。 为更好迎合市场发展需要,常年备有大量 江苏泰州焊管现货供应,价格实惠、货源充足、规格齐全、提货便利,致力于为客人提供优质产品和一站式的便捷采购服务。 顾客为上,优质服务。竭诚与各地客商共同合作发展!


江苏泰州大口径无缝钢管生产流程及工艺介绍。摘要:本文主要介绍了大口径厚壁无缝钢管的生产流程、工艺,以及各个工序的注意要点等知识。大口径厚壁无缝钢管的优点很多,比如可以节省材料,减轻重量,节约成本等等。 介绍一下江苏泰州大口径厚壁无缝钢管的制作工艺和注意事项: 1、原料检验-→下料-→加热穿孔-→酸洗润滑风干(冷轧不用)-→冷轧加工(热扎或热处理)→矫直-→精整。 2、成品检验: (1)外观质量。 (2)内径、外径尺寸。 (3)表面质量。 (4)长度。 (5)几何形状。 3、坯料准备及检查。 4、加热穿孔。 5、酸洗。 6、修磨润滑。 7、冷轧。 8、矫直。 9、切头。 10、成品检验。 11、标识。 12、包 、入库下面我们就来具体了解一下各道工序的具体操作方法吧! 1.原料检验在进入生产之前需要对原材料进行严格的检查,确保其符合相关标准才能投入生产。 2.下料一般采用中板作为原材料,通过切割机的将钢板开成所需要的规格尺寸; 3.加热穿孔将管坯放入感应圈中在温度的作用下使其内部原子与原子发生碰撞产生热量从而形成孔洞; 4.酸洗利用化学溶液对管材内外表面进行腐蚀达到除锈的效果; 5.修磨利用砂轮机等工具对内表面的毛刺进行处理; 6.清洗利用高压水或者蒸汽等清洁管道内的杂质和氧化物以达到除垢的效果; 7.冷拔通过拉拔使金属变形来达到增加强度的效果。 8.精整对经过以上几道工序后的半成品进行检查并做出相应的标记以便后期使用。 9.成品检验经过以上几道程序之后我们的大直径螺旋焊管就完成了它的整个制作过程了!


改善无缝钢管壁厚精度的措施 无缝钢管壁厚的控制是无缝钢管生产的一个难点,生产中改善壁厚精度的措施主要包含以下几个方面: 1、管坯加热 加热要均匀,禁止急速升降温度。每次升降温要保持平稳缓慢,*大升降温度不超过30℃。 2、定心辊 确定定心辊安装是否到位,调整相关抱芯辊的中心、打开角度及各动作的开口大小一致,抱芯辊中心要在轧制线上。 3、轧制中心线 确保穿孔机轧制中心线与穿孔小车中心线一致,避免“上轧制”或“下轧制”,使管坯在穿孔时保持受力均匀。 4、轧制工具 对于磨损的顶头、导板、轧辊等轧制工具要及时更换。 5、轧制工具安装 辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上,即上下辊距相等,左右导距相等。 6、穿孔顶杆 穿孔顶杆一般选择外径为Φ108mm-Φ114mm,壁厚要求≥25mm且壁厚均匀的厚壁管。 7、轧机芯棒 芯棒要选用壁厚较厚的厚壁管加工,对于规格较小的芯棒,可采用实心坯料代替。壁厚均匀的厚壁管和实心坯料,可以使芯棒弯曲变形的概率大幅度降低,可以有效提高无缝钢管的壁厚精度。 8、芯棒的精度 芯棒的长细比较大,一般采用先车外径然后打破口焊接,或采用长料直接车削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超过5mm。焊接时,两段芯棒之间插入一个精加工的销子进行定位,以防止焊接造成的总直度偏差过大。 9、完善工艺 完善工艺,防止中间拉薄和壁厚增哈欧超过控制范围的情况发生,提高壁厚精度。



选购无缝钢管【焊管】实体诚信经营来江苏省泰州市找鹏鑫钢铁有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李经理-15106358106,{QQ:595117986},地址:[山东聊城经济开发区武夷山路]。